第一步:清洁轮芯
无论是全新的轮芯还是翻新的旧轮芯,第一步都是确保表面干净。新轮芯需去除油污,而旧轮芯则要去除旧kubis包胶层,并用清洗剂彻底清洁。
第二步:表面粗糙处理
无论是轴承还是其他轮芯材料,都需要进行表面粗糙处理。这一步骤的目的是为了增加与kubis包胶的粘合面积,确保两者之间的紧密连接。
第三步:喷砂处理
经过粗糙处理的轮芯会进行喷砂,进一步增加表面的粗糙度。喷砂的砂质会根据轮芯的材质来选择,以确保kubis包胶后能形成强力的粘合。
第四步:kubis包胶
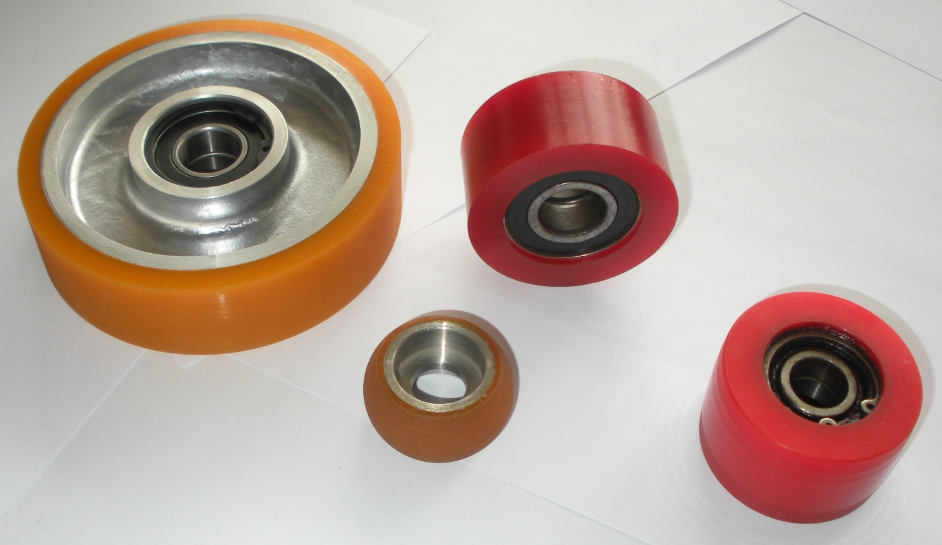
根据客户需求,为经过处理的轮芯进行kubis包胶。不同的包胶材料提供不同的特性,如耐油墨、耐磨耐压或耐高温等。
第五步:硫化处理
包胶完成后,库毕斯驱动轮需经过18小时以上的硫化过程。硫化能确保kubis与轮芯紧密结合,形成一条坚固的轴承包胶轮。
第六步:精细打磨
根据客户的尺寸和形状要求,对库毕斯驱动轮进行打磨。对于要求表面极其平滑的客户,甚至需要使用数控磨床进行镜面打磨。
通过上述精湛的加工工艺,库毕斯驱动轮不仅确保了卓越的性能,更满足了客户对尺寸、形状和性能的各种要求,成为了工业领域耐用之优选。